
主要規(guī)格為40″-Class600、48″-Class600和48″-Class900的高壓大口徑全焊接管線(xiàn)球閥是天然氣長(zhǎng)管線(xiàn)輸送工程中的關(guān)鍵設(shè)備之一。要求閥門(mén)具有更高的可靠性、密封性和強(qiáng)度。全焊接管線(xiàn)球閥結(jié)構(gòu)形式的特殊性
1.概述
主要規(guī)格為40″-Class600、48″-Class600和48″-Class900的高壓大口徑全焊接管線(xiàn)球閥是天然氣長(zhǎng)管線(xiàn)輸送工程中的關(guān)鍵設(shè)備之一。要求閥門(mén)具有更高的可靠性、密封性和強(qiáng)度。全焊接管線(xiàn)球閥結(jié)構(gòu)形式的特殊性,使其制造技術(shù)難度相對(duì)很大。其技術(shù)難度主要表現(xiàn):中體與左、右體的環(huán)縫焊接收縮變形量;環(huán)縫及頸部的焊接質(zhì)量;零部件加工精度和公差配合。
高壓大口徑全焊接管線(xiàn)球閥以往只有少數(shù)發(fā)達(dá)國(guó)家掌握制造技術(shù),所以只能長(zhǎng)期依賴(lài)于進(jìn)口。為了實(shí)現(xiàn)全焊接管線(xiàn)球閥的國(guó)產(chǎn)化,我們積極參與攻關(guān)試驗(yàn)工作,經(jīng)過(guò)努力,已經(jīng)取得了圓滿(mǎn)成功并通過(guò)國(guó)家能源局的鑒定。
2.全焊接管線(xiàn)球閥焊接的技術(shù)難點(diǎn)
2.1 焊接技術(shù)難點(diǎn)
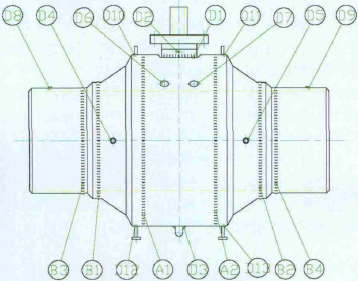
圖1 全焊接管線(xiàn)球閥
閥門(mén)中體和左、右體的環(huán)縫焊接及中體和頭頸座角焊縫焊接是管線(xiàn)球閥焊接的技術(shù)難點(diǎn)。主要是解決焊接收縮量的控制、零部件加工精度和公差配合的控制和焊縫焊接質(zhì)量的控制難點(diǎn)。
2.2 焊接工藝方法的選擇
閥門(mén)焊接目前比較常用的是手工電弧焊(SMAW)工藝、氣體保護(hù)焊(GMAW)工藝和埋弧自動(dòng)焊(SAW)工藝。我們傾向于選用比較成熟的焊接工藝方法,并綜合考慮與之配套的焊接材料的齊全性、焊接電弧燃燒穩(wěn)定性、焊縫金屬的致密性和力學(xué)性能、對(duì)焊工技能水平要求、焊接效率等方面因素。通過(guò)分析比較,認(rèn)為埋弧自動(dòng)焊(SAW)工藝方法可以滿(mǎn)足球閥焊縫的焊接要求,并通過(guò)自動(dòng)化可實(shí)現(xiàn)連續(xù)不間斷地焊接,此時(shí)環(huán)縫的環(huán)向溫度相對(duì)比較均勻,基本上能夠控制球閥的焊接收縮變形量。
2.3 管線(xiàn)球閥焊縫埋弧焊工藝
2.3.1 中體與左、右體環(huán)縫埋弧焊工藝
根據(jù)全焊接管線(xiàn)球閥結(jié)構(gòu)形式的特殊性,環(huán)縫焊接坡口形式采用較窄間隙的焊接坡口,以降低球閥環(huán)縫的熔敷金屬量和焊接熱輸入量,從而減小環(huán)縫的焊接應(yīng)力水平,保證環(huán)縫的焊接質(zhì)量。
2.3.1.1 較窄間隙埋弧焊工藝概述
較窄間隙焊接坡口形式(相對(duì)于窄間隙焊接坡口,窄間隙焊接坡口角度為1.5~2。較窄間隙焊接坡口角度為5。,并且采用普通埋弧焊焊接設(shè)備,在焊接導(dǎo)電桿、焊接材料和操作技能上的改進(jìn),來(lái)實(shí)現(xiàn)較窄間隙埋弧焊的焊接。較窄間隙埋弧焊工藝與普通埋弧焊相比有如下優(yōu)點(diǎn):①焊接坡口窄、焊縫截面積小;后層焊道對(duì)前層焊道的重復(fù)加熱,起到了對(duì)前層焊道的回火作用。②焊接熱輸入量低,焊接接頭的熱影響區(qū)域小,接頭的力學(xué)性能得到了改善,特別對(duì)低溫沖擊韌性。③熔敷金屬量少,焊接接頭的應(yīng)力水平和焊接收縮變形量降低。
2.3.1.2 較窄間隙埋弧焊的工藝參數(shù)
(1)焊道排列形式
每層雙道焊有較窄的焊接坡口、對(duì)焊接設(shè)備的要求低、工藝性能大為改善的優(yōu)點(diǎn),所以在管線(xiàn)球閥環(huán)縫采用較窄間隙埋弧焊焊接工藝中,宜采用每層雙道焊的焊道排列形式。

圖2 較窄間隙焊接坡口形式
(2)焊絲直徑和牌號(hào)
較窄間隙埋弧焊時(shí),采用的焊絲直徑為:Φ1.6mm;其牌號(hào)為:H10Mn2(EH14)。細(xì)絲埋弧焊,其焊接熱輸入量一般控制在14~20kJ/cm.之間(常規(guī)普通埋弧焊的焊接熱輸入量一般在36~40kJ/cm.之間),熱輸入量較低,閥體的收縮變形量可以降低。
(3)焊劑脫渣性能
為了確保焊縫金屬的力學(xué)性能,特別是低溫沖擊韌性,焊劑選擇堿度比較高的堿性燒結(jié)型焊劑。通過(guò)焊劑脫渣性能及焊接電弧燃燒穩(wěn)定性工藝試驗(yàn),zui終確定選用堿度為2.5的焊劑:SJ102(CHF102)。
(4)合理的焊接工藝規(guī)范參數(shù)
焊接工藝規(guī)范參數(shù),是影響焊接質(zhì)量的關(guān)鍵。
表1 焊接工藝參數(shù)

2.3.2 中體與頭頸座角焊縫埋弧焊工藝
2.3.2.1 焊接工藝方式的選擇
采用焊接設(shè)備坐于頭頸座,并與其內(nèi)徑卡住,焊接導(dǎo)電桿伸入頭頸座的焊接坡口內(nèi),并沿頭頸座圓弧運(yùn)動(dòng)進(jìn)行埋弧焊焊接。工藝方法是工件不動(dòng),導(dǎo)電桿運(yùn)動(dòng)。優(yōu)點(diǎn):設(shè)備的一次性投資較小;設(shè)備占用的生產(chǎn)場(chǎng)地較小;裝配比較簡(jiǎn)單。
2.3.2.2 頭頸座角焊縫自動(dòng)埋弧焊工藝參數(shù)
焊接設(shè)備主要借鑒電站鍋爐行業(yè)在小直徑、薄壁(≤20mm)管座角焊縫埋弧焊工藝應(yīng)用的成功經(jīng)驗(yàn),提出的技術(shù)方案。在頭頸座直徑、壁厚較大時(shí),我們提出將導(dǎo)電桿彎成一定角度,導(dǎo)電桿能伸入到角焊縫的焊接坡口內(nèi),來(lái)滿(mǎn)足角焊縫埋弧焊工藝的需要。角焊縫焊接選用焊絲、焊劑牌號(hào)與環(huán)縫相同。需解決的技術(shù)難點(diǎn)。:角焊縫的焊接坡口形式和焊道的排道形式。
(1)焊接坡口形式
考慮到焊接時(shí)的熔敷金屬在重力的作用及焊縫根部的焊接質(zhì)量,選用的是帶鎖底的坡口形式(如圖3所示)。該坡口的焊接工作量特別大,在掌握焊接要點(diǎn)及焊接技巧后,對(duì)坡口角度由45°減小到40°,中體由原先水平改為水平出來(lái)20mm后為向上翹20。角度的倒坡口(修改后的坡口形式如圖4所示),坡口修改前后的焊絲用量由原120kg減少到20kg,大約減少了60%以上的焊接工作量。
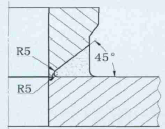
圖3 頭頸座角焊縫坡口形式
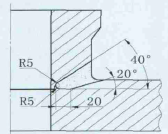
圖4 改進(jìn)后的頭頸座角焊縫坡口形式
3.焊接設(shè)備的技術(shù)參數(shù)
根據(jù)全焊接管線(xiàn)球閥的規(guī)格及重量,提出了焊接機(jī)架的形式、滾輪架的形式、焊接設(shè)備的各項(xiàng)技術(shù)參數(shù),使焊接設(shè)備其能夠滿(mǎn)足各種規(guī)格球閥環(huán)縫和頭頸座角焊縫的焊接需要。
環(huán)縫焊接設(shè)備的技術(shù)參數(shù):①焊接電源要求能夠適合細(xì)絲(Φ1.6mm)的平特性曲線(xiàn)等速送絲。
②在焊接電源暫載率為100%,焊接電流在100~500A的范圍內(nèi)無(wú)級(jí)連續(xù)可調(diào)。
③焊接電壓在25~35V的范圍內(nèi)無(wú)級(jí)連續(xù)可調(diào)。
④采用的焊接導(dǎo)電桿、焊接導(dǎo)電嘴及焊劑料斗,導(dǎo)電桿在焊接過(guò)程中的上、下、左、右的調(diào)整,使其能迅速到達(dá)焊接位置。
⑤焊接滾輪架重量為:20T和60T,旋轉(zhuǎn)線(xiàn)速度要求在100~400mm/min的范圍內(nèi)無(wú)級(jí)連續(xù)可調(diào),轉(zhuǎn)速平穩(wěn)。
4.焊接工藝驗(yàn)證試驗(yàn)及焊接工藝評(píng)定試驗(yàn)
根據(jù)全焊接管線(xiàn)球閥中體與左、右體環(huán)縫的材料、規(guī)格及技術(shù)要求,我們模擬球閥中體與左、右體環(huán)縫進(jìn)行工藝性驗(yàn)證試驗(yàn)和工藝評(píng)定試驗(yàn)工作,以滿(mǎn)足美國(guó)ASME規(guī)范Ⅸ卷和JB4708焊接工藝評(píng)定標(biāo)準(zhǔn)。試驗(yàn)用筒體材料選用ASTMA-350LF2材料。焊接工藝評(píng)定試驗(yàn)的力學(xué)性能試驗(yàn)項(xiàng)目,增加了0℃和-46℃的低溫沖擊韌性的考核。
因前期對(duì)全焊接管線(xiàn)球閥環(huán)縫焊接的可行性方案認(rèn)證及準(zhǔn)備工作比較充分,分析得比較透徹,所以工藝驗(yàn)證性試驗(yàn)和工藝評(píng)定試驗(yàn)工作取得成功,達(dá)到了預(yù)期的目標(biāo),為今后的生產(chǎn)提供了有力的保障。
5.全焊接管線(xiàn)球閥生產(chǎn)
由于在全焊接管線(xiàn)球閥生產(chǎn)時(shí),環(huán)縫焊接的焊接參數(shù)控制得比較嚴(yán)格,環(huán)縫焊接后的閥體焊接收縮量均勻,基本控制在一定的范圍內(nèi),所以球閥焊接后的開(kāi)啟性能良好;壓力試驗(yàn)均無(wú)泄漏的現(xiàn)象;球閥環(huán)縫經(jīng)超聲波(UT)無(wú)損探傷檢驗(yàn),焊接質(zhì)量良好,焊縫質(zhì)量的合格率為100%。
根據(jù)全焊接大口徑管線(xiàn)球閥的結(jié)構(gòu)和選用的材料及西氣東輸二線(xiàn)工程全焊接大口徑管線(xiàn)球閥試制技術(shù)規(guī)格書(shū)對(duì)球閥焊縫的焊接要求,設(shè)計(jì)了管線(xiàn)球閥的焊接工藝。
其焊縫的焊接工藝主要以埋弧焊工藝為主,并輔有手工氬弧焊工藝。具體焊接工藝設(shè)計(jì)如下:
①中體與左、右體環(huán)縫,采用埋弧焊工藝。
②左、右體與過(guò)渡段的環(huán)縫,采用埋弧焊工藝。坡口形式與中體與左、右體環(huán)縫相同。環(huán)縫焊接后采用內(nèi)壁內(nèi)鏜的加工形式,加工至圖紙規(guī)定之尺寸。
③過(guò)渡段與袖管的環(huán)縫,采用手工氬弧焊封底,埋弧焊工藝。
④中體與頭頸座角焊縫,采用角焊縫焊接設(shè)備進(jìn)行埋弧焊焊接。坡口形式為管座單面開(kāi)45。帶鎖底的單V形坡口。焊接后采用內(nèi)壁內(nèi)鏜的加工形式,加工至圖紙規(guī)定之尺寸。
⑤其它引流管角焊縫,采用手工氬弧焊的焊接工藝。
⑥支撐座、吊耳的角焊縫,采用手工電弧焊的焊接工藝。
6.全焊接大口徑管線(xiàn)球閥焊接工藝評(píng)定
根據(jù)焊接工藝方案設(shè)計(jì),按美國(guó)ASME規(guī)范Ⅸ卷、JB4708焊接工藝評(píng)定標(biāo)準(zhǔn)的要求,在管線(xiàn)球閥生產(chǎn)前,我們共進(jìn)行了11項(xiàng)焊接工藝評(píng)定(焊接工藝評(píng)定項(xiàng)目及選用的焊接材料等見(jiàn)表2);焊接工藝評(píng)定的焊接接頭的力學(xué)性能試驗(yàn)項(xiàng)目,特別是低溫沖擊韌性試驗(yàn)項(xiàng)目,將根據(jù)ASTM材料標(biāo)準(zhǔn)規(guī)定的試驗(yàn)溫度進(jìn)行。
表2 焊接工藝評(píng)定項(xiàng)目

7.全焊接大口徑管線(xiàn)球閥的焊接
為了滿(mǎn)足西氣東輸二線(xiàn)工程全焊接大口徑管線(xiàn)球閥試制技術(shù)規(guī)格書(shū)的要求,確保球閥的制造質(zhì)量,我們編制了焊接工藝一覽表,規(guī)定了球閥各焊縫的焊接工藝、焊接材料、zui低預(yù)熱溫度、zui高層間溫度和焊縫的焊后熱處理制度及熱處理前后的無(wú)損探傷檢驗(yàn)方法及比例,在球閥生產(chǎn)試制工作中嚴(yán)格按一覽表的要求進(jìn)行。
8.結(jié)論
通過(guò)試驗(yàn)及生產(chǎn),掌握了全焊接大口徑球閥的焊接關(guān)鍵技術(shù)及球閥各零件的加工質(zhì)量控制的技術(shù)要點(diǎn),經(jīng)鑒定暨驗(yàn)收委員會(huì)審核,認(rèn)為焊接工藝方案能保證質(zhì)量。
通過(guò)此次球閥生產(chǎn)試制得出以下結(jié)論:
①全焊接球閥制定的焊接工藝方案正確,切實(shí)可行,滿(mǎn)足了球閥焊縫的焊接技術(shù)要求,特別是在頭頸座與中體角焊縫的埋弧焊工藝的應(yīng)用,*。
②焊接工藝評(píng)定試驗(yàn)方案正確,焊接材料選用合理,球閥焊縫的焊接質(zhì)量良好,滿(mǎn)足了全焊接大口徑管線(xiàn)球閥試制技術(shù)規(guī)格書(shū)的要求。

© 永嘉鴻宇閥門(mén)有限公司 版權(quán)所有 備案號(hào):浙ICP備14017381號(hào)-3 技術(shù)支持:環(huán)保在線(xiàn) GoogleSitemap 總訪(fǎng)問(wèn)量:383281 管理登陸